


















瑞比德工厂严抓品质 高效处置不良产品筑牢质量防线
 2026.06.12
2026.06.12
为坚守 “品质为先、零缺陷出厂” 的核心原则,杜绝不良产品流入市场,近日,深圳市瑞比德传感技术有限公司工厂针对生产过程中检出的少量不良产品,在厂长的统筹带领下,品质主管李灿辉、生产主管许名君联动协作,快速响应、闭环处置,以高效执行力筑牢产品质量生命线。

质量是企业立足之本,更是瑞比德深耕工业传感器领域的核心竞争力。本次不良产品源于制程抽检中发现的批次性外观瑕疵与性能参数微小偏差,虽不影响核心功能,但未达到公司 A 级出厂标准。问题发现后,厂长第一时间牵头启动不良品应急处理机制,明确 “快速隔离、精准研判、彻底处置、溯源整改” 的核心要求,避免问题扩大。
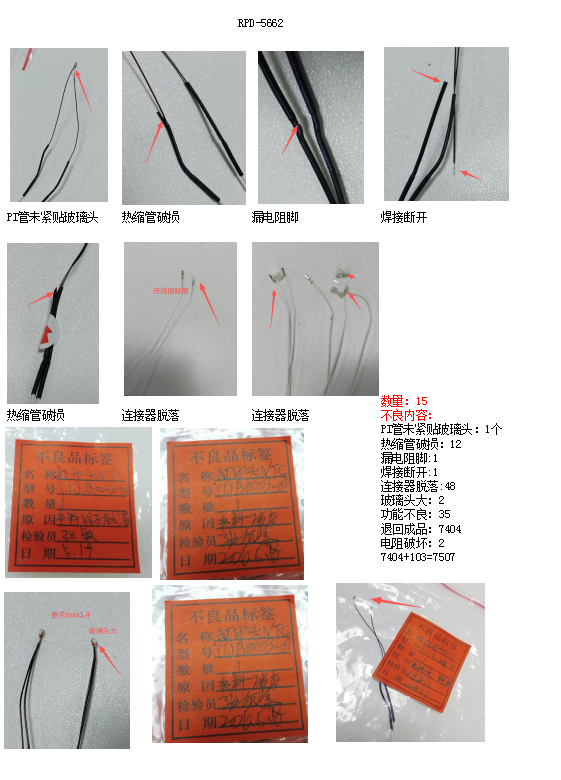
处置现场,品质主管李灿辉牵头牵头开展全流程质检复核,严格按照《不合格品管控规范》,对涉事批次产品逐一二次检测、分类标识,详细记录不良类型、数量及成因,形成完整质检报告,精准锁定问题根源 —— 系生产环节工装夹具轻微磨损导致外观偏差,个别工序参数微调不到位引发性能波动。同时,生产主管许名君同步组织产线停工排查,快速隔离涉事产品,划定专属不良品存放区,张贴醒目标识,严防混入合格品流转;并第一时间协调维修班组,对工装夹具进行校准更换,优化生产工序参数,从源头阻断不良品产生。
在厂长的全程督导下,各环节高效衔接、协同推进,仅用4 小时便完成不良产品全部分拣、隔离与复核,当日完成工装夹具整改与产线复产;随后按规范对不良产品进行分类处置 —— 可返工产品由专人返修,经品质部复检合格后方可重新入库;无法返修产品统一登记、集中销毁,全程留痕存档,确保全程可追溯、不流入市场。
此次不良产品快速处置,充分体现了瑞比德 “零容忍” 的品质态度与高效的现场管理能力。厂长强调:“工业传感器关乎工业设备运行安全,一丝一毫的偏差都不能容忍。品质管控没有‘差不多’,只有‘零缺陷’,这是我们对客户的承诺,更是企业长远发展的根基。”
品质主管李灿辉表示,后续将常态化强化制程巡检与成品抽检,完善全流程质量追溯体系,加大员工品质培训力度,提升全员质量意识。生产主管许名君也表态,将持续优化生产流程,加强设备日常维护校准,严控每一道工序,从源头降低不良率,助力公司品质管控再上新台阶。
未来,瑞比德将始终坚守品质初心,以严苛标准把控生产全流程,以快速响应机制处置品质问题,持续为客户提供高精度、高稳定性的工业传感器产品,夯实行业口碑与品牌竞争力。
上一篇:
瑞比德新工厂乔迁盛典
下一篇:
第二十四届中国国际石油化工技术装备展览会
返回列表


