

















 2026.02.01
2026.02.01 瑞比德
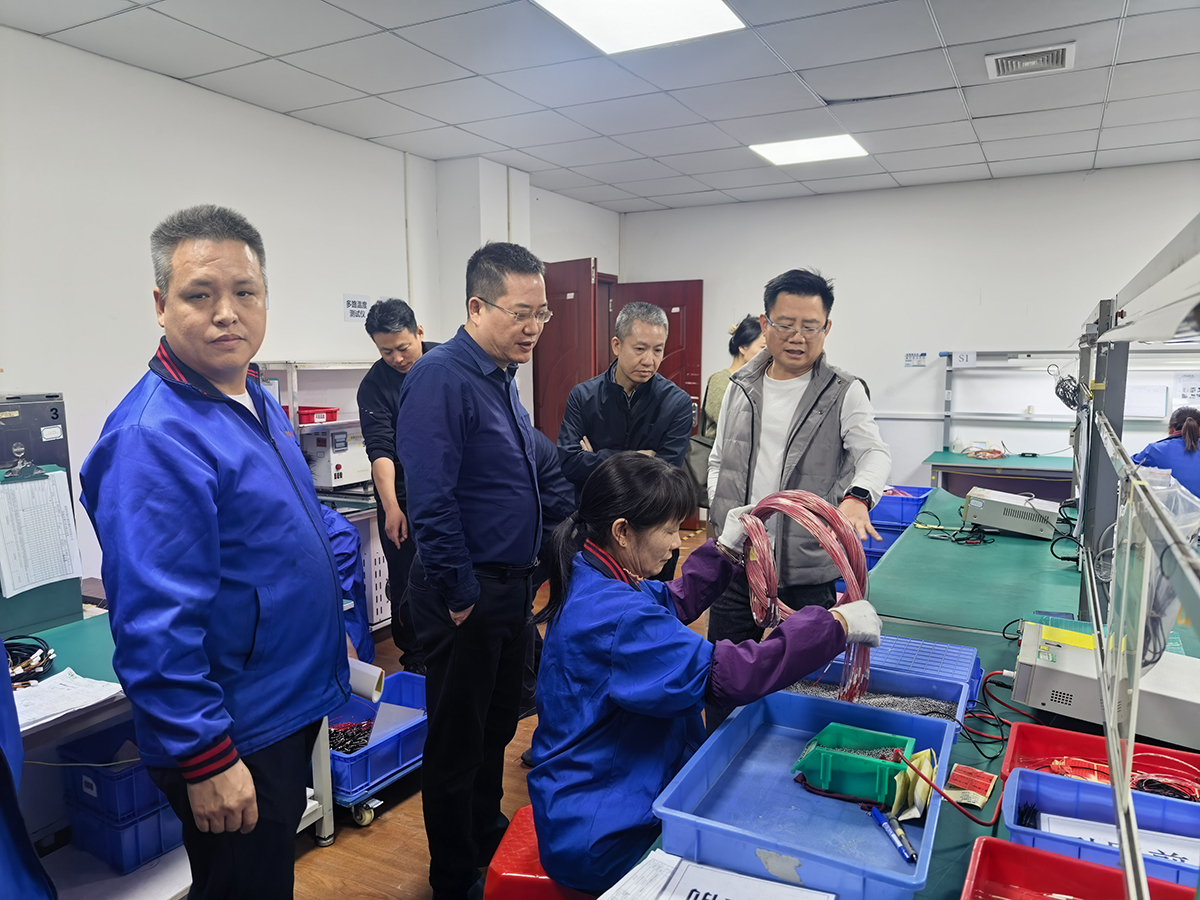
瑞比德2026年2月1日,星期天,柯力集团董事长柯总一行莅临旗下瑞比德虎门工厂视察指导工作,深入一线了解生产运营、产品质量管控及技术创新等情况。瑞比德总经理赵晓辉、副总经理赵强、虎门工厂厂长陈璜全程陪同视察,各部门负责人协同参与汇报。

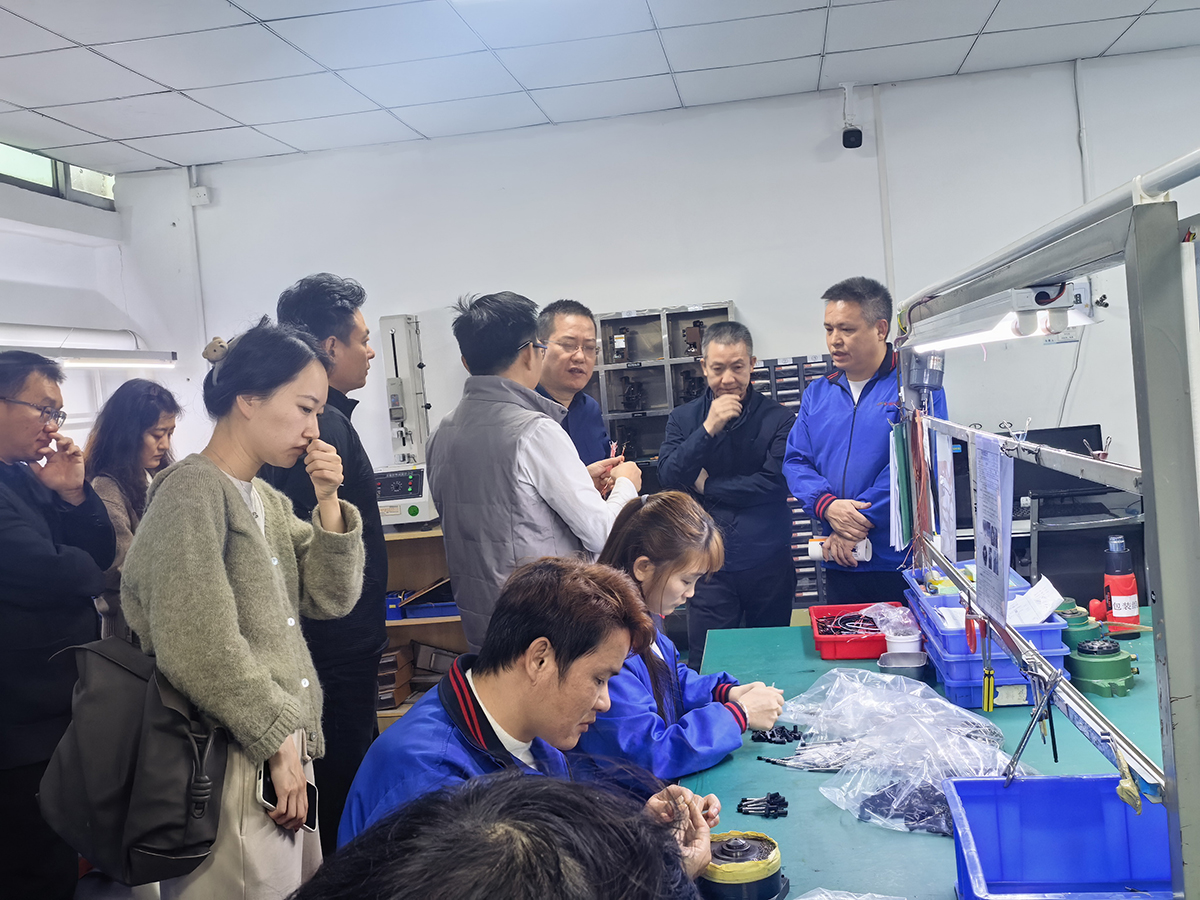
视察期间,柯总一行先后深入瑞比德铂电阻生产车间、温湿度传感器生产车间、线束自动化生产线,实地察看生产流程、设备运行、产品检测等各个环节,与一线管理人员、技术骨干亲切交流,详细询问生产工艺优化、产能提升、质量控制及安全生产等相关情况,认真倾听车间运营过程中的难点与诉求。
在铂电阻生产车间,柯总重点关注了产品核心工艺与精度控制情况。车间工作人员详细汇报了铂电阻的生产全流程,包括陶瓷基片制备、铂金属薄膜磁控溅射、光刻刻蚀、激光调阻及封装检测等关键工序,重点介绍了采用激光调阻技术实现3‱精度控制的核心优势,以及产品在汽车、电力电子、工业控制等领域的应用布局。柯总仔细察看了激光调阻设备运行状态,询问了产品一致性管控措施,对车间严格的质量检测体系和精细化生产管理给予肯定,强调铂电阻作为高精度传感核心器件,是集团传感产业布局的重要组成部分,要持续深耕工艺创新,缩小与国际高端产品的差距,筑牢产品核心竞争力。
离开铂电阻生产车间后,柯总一行前往温湿度传感器生产车间,重点了解产品研发、生产工艺及市场应用情况。据车间负责人汇报,瑞比德温湿度传感器采用先进MEMS集成工艺,以聚酰亚胺为湿敏材料、铂电阻为温度传感单元,可实现-20℃至85℃温度范围、10%至95%相对湿度范围的精准测量,精度可达±2%RH,广泛应用于工业物联网、智能家居、冷链物流、农业大棚等多个领域,旗下RPD-TH53系列产品还通过防水防尘设计,适配各类严苛工业场景。柯总仔细察看了传感器封装、数字化校准等关键工序,询问了产品稳定性测试流程及产能规划,指出温湿度传感器是集团完善全温域、多场景传感生态的重要补充,要依托现有技术优势,优化产品性价比,拓展更多细分应用市场,助力集团构建全面的传感产业布局。
随后,柯总一行前往线束自动化生产线,实地察看了自动化设备的运行效率与智能化水平。据悉,该生产线采用算控视一体解决方案,部署高精度工业相机实现全流程检测,可完成线缆附件识别、飞丝检测、压接质量管控等多重任务,单根单端生产节拍压缩至15秒,良品率稳定在98.5%以上,大幅提升了生产效率与产品一致性。柯总认真询问了生产线的产能负荷、设备稼动率及数字化管控情况,查看了生产数据追溯系统,要求工厂持续推进生产线智能化升级,优化生产流程,降低生产成本,同时严格落实安全生产责任制,规范作业流程,确保生产安全零事故。

参观结束后,柯总主持召开座谈会,听取了赵晓辉总经理关于瑞比德虎门工厂整体运营、产能规划、产品研发及未来发展布局的详细汇报,赵强副总经理、陈璜厂长分别就生产管理、质量管控、团队建设等工作补充说明。
柯总对瑞比德虎门工厂在生产运营、技术创新及质量管控等方面取得的成效给予充分认可。他指出,瑞比德作为柯力传感旗下核心企业,深耕电子元器件制造与自动化生产领域,与集团传感产业发展战略高度契合,虎门工厂作为重要生产基地,肩负着产品量产、品质保障的重要使命。针对下一步工作,柯总提出四点要求:一是坚守质量底线,持续完善全流程质量管控体系,从原材料进场到产品出厂,每一个环节都要严格把关,确保产品质量稳定可靠;二是强化技术创新,加大铂电阻、温湿度传感器、线束等核心产品的研发投入,聚焦工艺优化与设备升级,提升产品技术含量与市场竞争力;三是优化生产管理,依托智能化生产线优势,提升产能利用率与生产效率,实现规模化、高质量生产;四是加强团队建设,注重技术骨干与一线员工的培养,打造一支专业过硬、作风务实的高素质团队,为企业持续发展提供人才支撑。

赵晓辉总经理代表瑞比德虎门工厂全体员工对柯总的莅临指导表示衷心感谢,并作表态发言。他表示,工厂将认真学习领会柯总的指示精神,逐条梳理落实各项要求,聚焦质量、创新、效率三大核心,持续优化生产工艺、强化质量管控、推进智能化升级,全力以赴完成各项生产经营目标,不辜负集团领导的信任与期望,为柯力集团传感产业高质量发展贡献更大力量。



